
產品總覽


產品介紹
HSR/HSM 3D高速銑削加工
SolidCAM高速加工採用德國DeproCAM核心,並經以色列、印度等工程師加以改進,是一套先進、優質化刀具路徑的高速切削系統,其粗加工策略有環繞、雙向、殘料等粗加工;精加工策略有:等高、螺旋等高、平面、平行切削、放射狀、螺旋狀、兩特徵線、補正、邊界投影、殘料清角、3D等距環繞、單刀清角、多刀清角、3D圓角偏移、稜柱部分:組合成等高…等等加工方式。
HSR 3D粗加工 功能說明
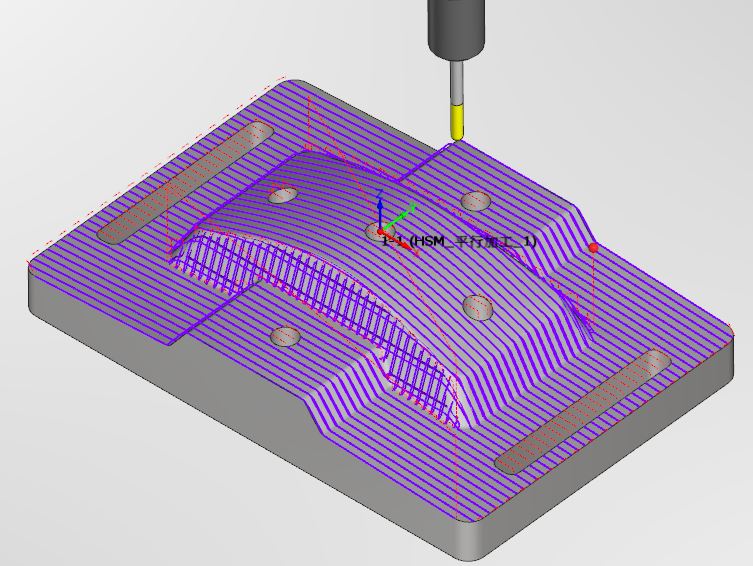
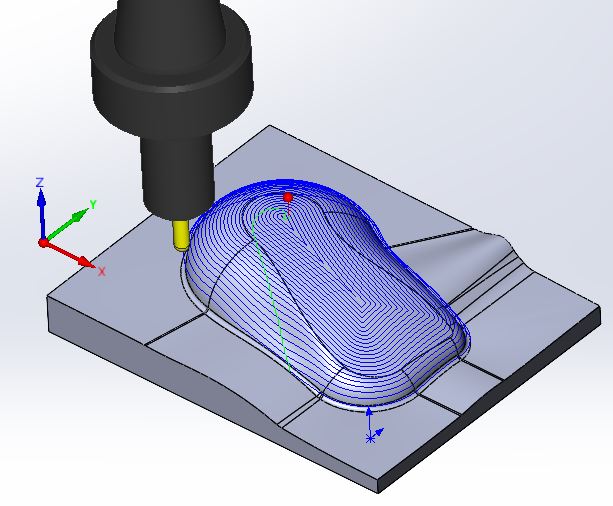
輪廓外形粗加工輪廓外形粗加工的主要策略,是最有效地清除大量的坯料。依據指定的加工深度自動產生一系列偏移加工路徑,並自動計算和最大限度地移除餘料。為使加工模型有均勻預留量,每層切削深度會自動變化,以確保通過平緩的平面。進刀模式有螺旋進刀或斜向進刀,且在整個刀具路徑之間無論是進刀、退刀或加工路徑,都以光滑圓順連續進行,以有效的避完免刀路間停頓,並提高刀具進給率及延長刀具壽命。 |
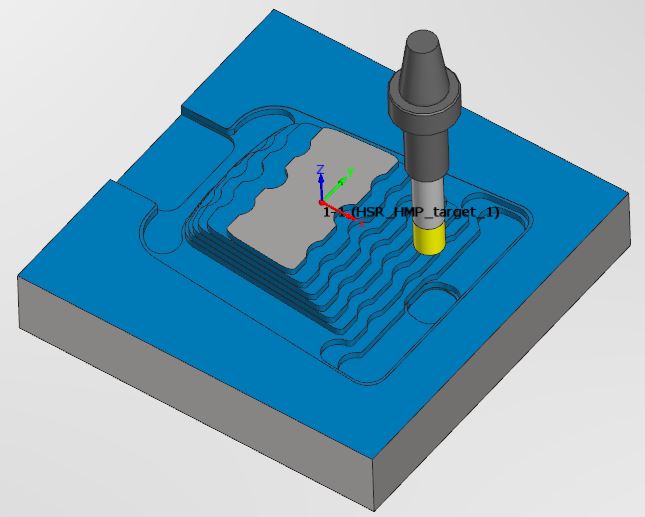 |
|
|
|
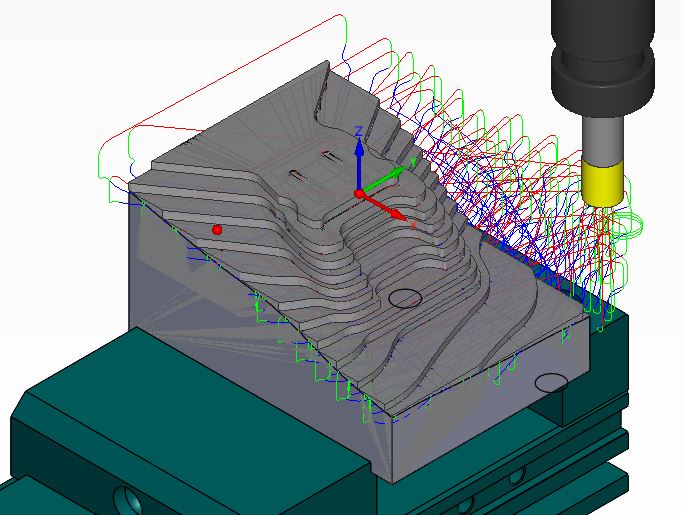
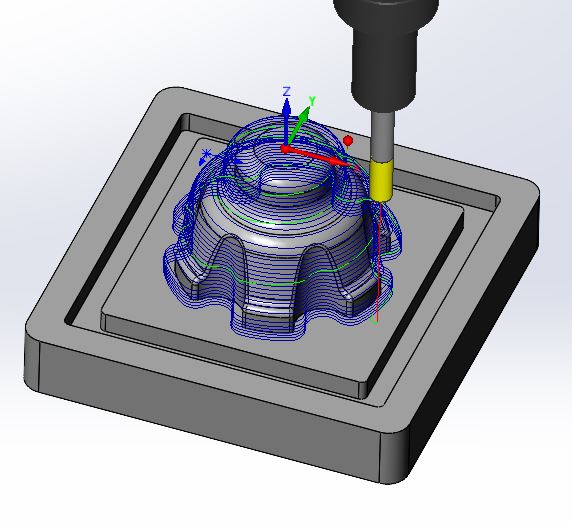
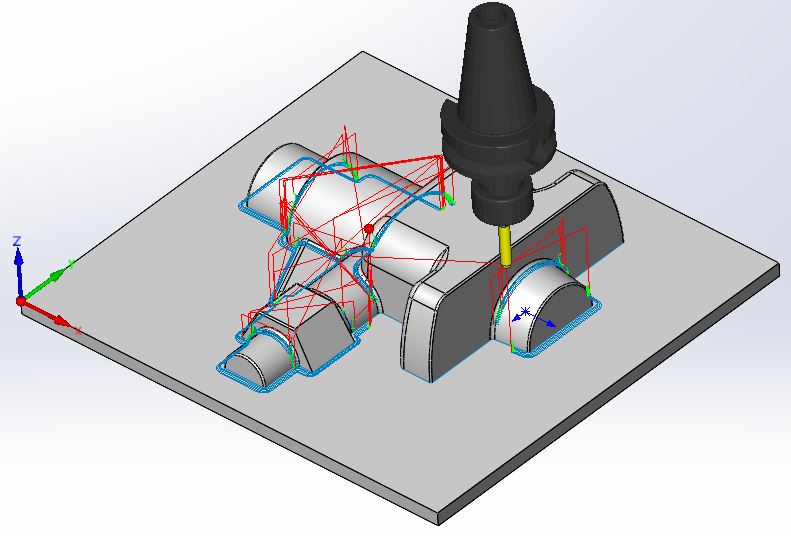
公模粗加工公模粗加工策略,是從外向內而是在零件中做滿刀切削的優化加工,在設定的切削深度層中,從邊界與輪廓之間的區域,所有的刀具路徑起點會從外部間始。若切削區域包含凸和凹區域,SolidCAM會在同一個程序中自動切換凸模和凹穴粗加工,而且刀具盡可能保持與毛胚接觸,以避免減少刀具壽命。 |
 |
|
|
|
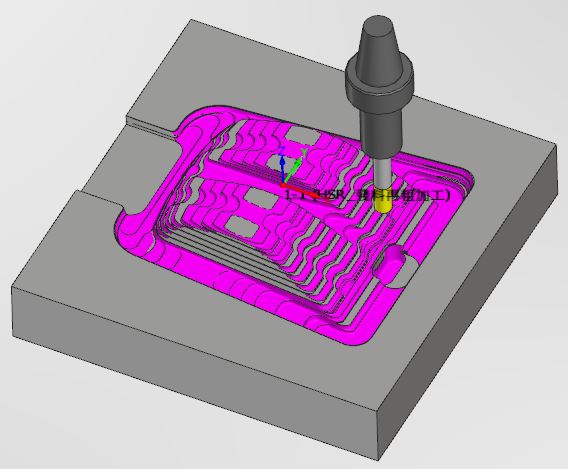
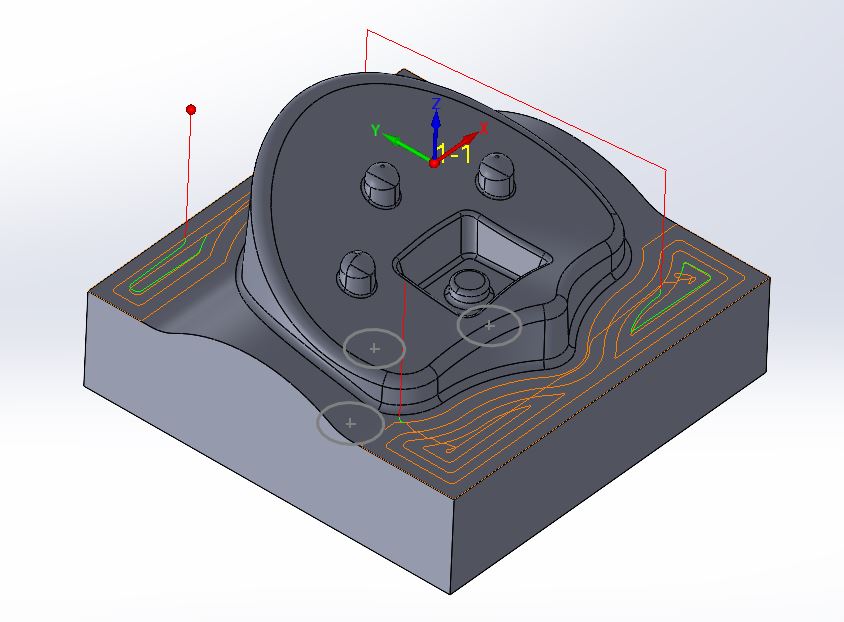
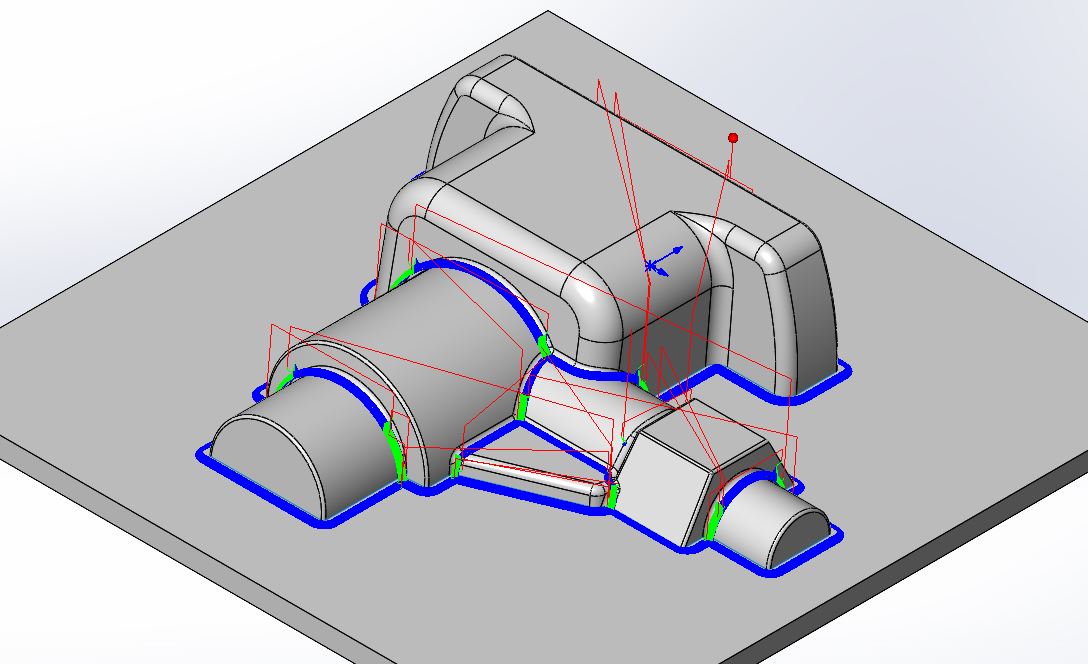
殘料粗加工殘料粗加工是大工具切削過後,在沒清除的區域,一個較小的工具來自動清除。SolidCAM的高速加工模組能夠自動更新模型素材以避免空跑。對於大型零件可以逐步減小刀具,執行多次殘料粗加工。 |
 |
|
|
|
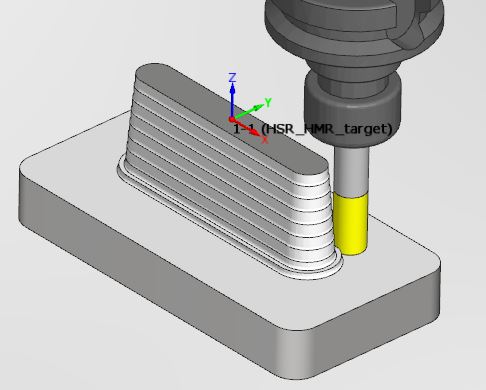
混合式薄壁加工粗加工時,靠近凸島區域可使用較小的切削量來精修。可避免凸島在最終深度再來精修造成變形。 |
 |
|
|
|
HSM 3D精加工 功能說明
平行加工平行加工是一個應用最廣泛的精加工策略,該刀具路徑一般用在粗加工之後的中精加工或平坦區域的精加工,刀具路徑平行於XY 平面並随曲面Z 值產生變化,您可以選擇水平0度,垂直90度,任意角,或組合平行和垂直等方向,來加工所有區域。 |
 |
|
|
|
等高加工等高加工是根據一系列由曲面形狀形成的輪廓產生不同高度的刀路軌跡,如同對零件幾何進行水平切片一樣,這種加工策略是對陡峭區域進行中精加工和精加工的最好策略,陡峭的區域利可利用等高加工的角度範圍(30°-90°)被加工,其他平坦的區域可以利用其他更多的策略進行加工。 |
 |
|
|
|
平面加工平面加工策略,為自動檢測模型所有的平坦平面區域,並且在其平面高度上做偏移切削,該加工策略們刀具路徑連接如同粗加工一樣,能够進行輪廓倾斜進刀螺旋下刀和光滑刀路連接軌跡。 如果使用者要求多次加工這些平坦平面區域,可以利用設定不同的Z值偏移得到结果。 |
 |
|
|
|
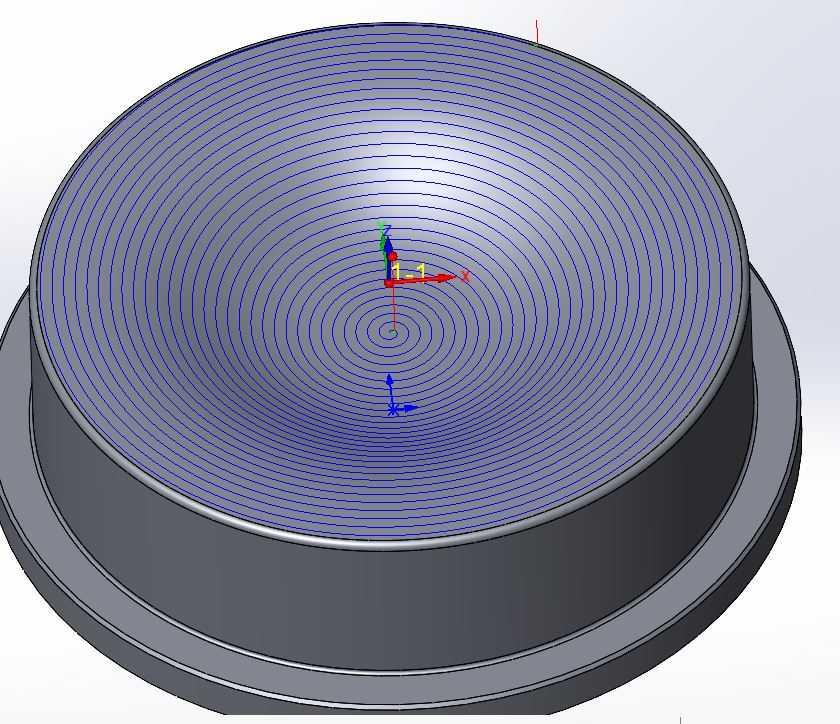
螺旋加工螺旋加工策略,能够從指定目標點產生螺旋的刀具路徑,並在指定的範圍内始终保持刀具和被加工件的接觸。每行刀具路徑之間的步距,使用者可以定義為,螺旋切削或放射切削等加工。 |
 |
|
|
|
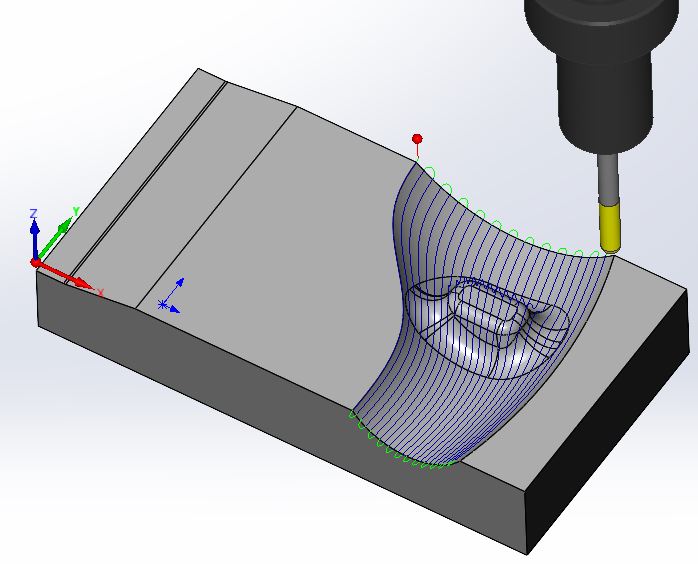
兩特徵線加工兩特徵線加工策略,是依兩條具有方向性的輪廓曲線來控制刀具路徑。兩特徵線加工是在加工曲面上,利用定義的兩條輪廓曲線形狀和方向,類似於平行加工的刀具路徑軌跡。刀具路徑軌跡是由一條輪廓曲線形狀向另一條輪廓曲線自然產生漸變形狀。 |
 |
|
|
|
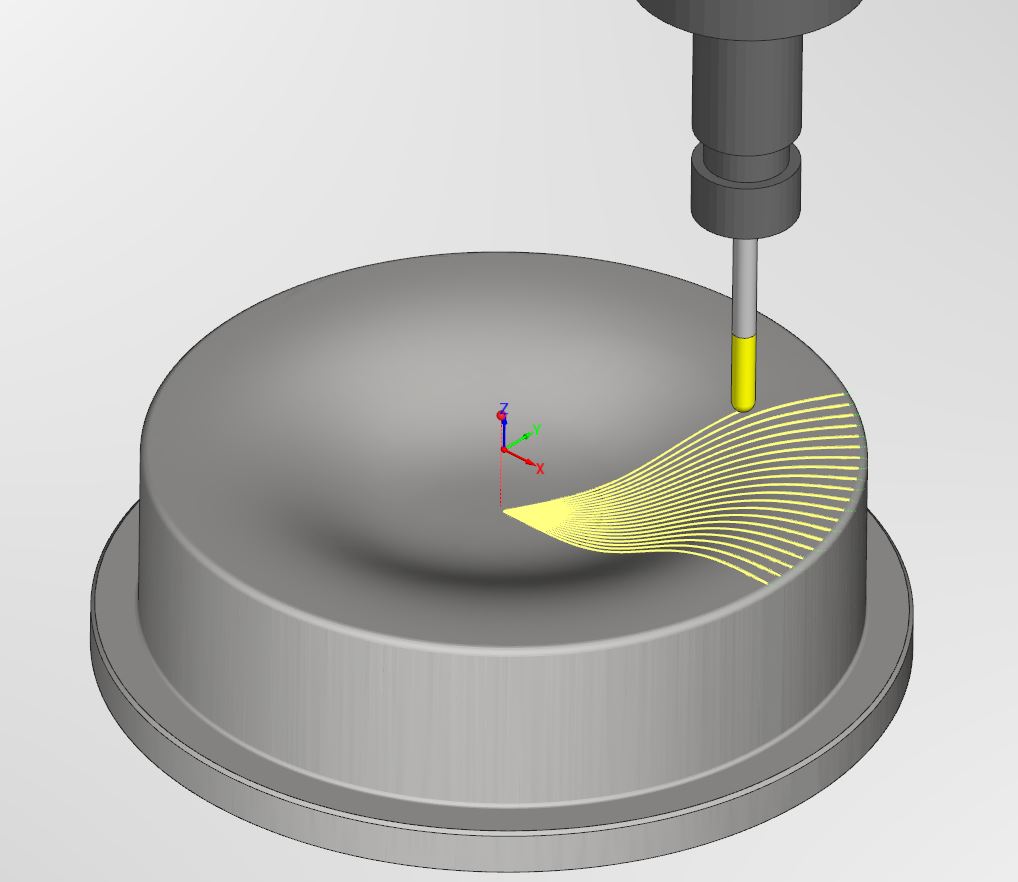
放射加工放射加工策略,為使用者提供放射狀零件的最佳加工的方式,加工匯集在中心一點,也能够縮短中心放射路徑,防止中心過於密集。這種加工策略非常適合與平坦曲率的曲面或圓形曲面,使用的接觸角度為0°-40°。 |
 |
|
|
|
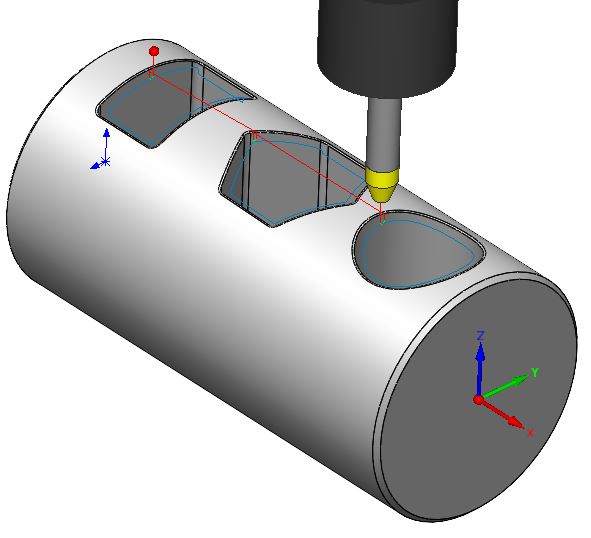
邊界投影加工邊界投影加工是刀具路徑投影到在曲面之上,並沿着一條或多條邊界進行雕刻的加工策略。該策略能够進行文字雕刻,或沿着工模具的流道上的輪廓進行倒角,也可以在曲面設定負值厚度,用來進行固定深度加工。 |
 |
|
|
|
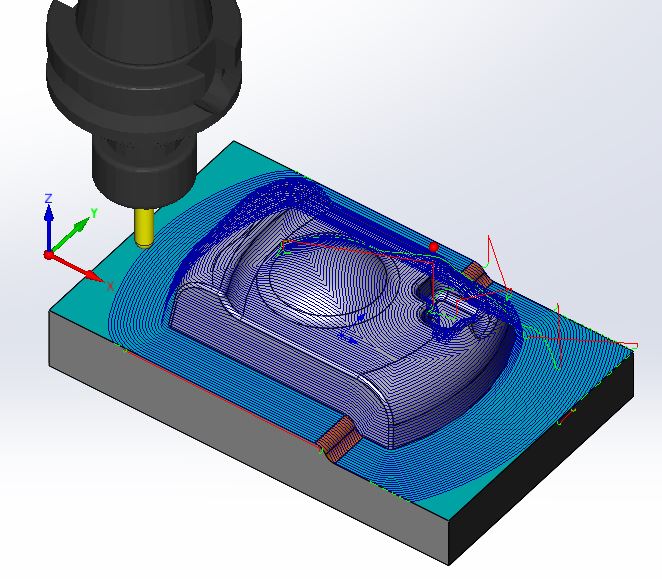
3D圓角偏移加工3D圓角偏移加工和3D等距加工策略非常接近,但從外部輪廓到内部中心加工方式不同,3D圓角偏移加工是在零件的轉角處建立一系列的清角路徑,然後從這些角落開始刀具路徑以3D形式維持相等的步距,並向零件的外部邊缘發展。 |
 |
|
|
|
3D等距環繞加工3D等距環繞精加工,是保持一行刀具路徑到另一行刀具路徑空間等距的加工策略。 3D等距在零件曲面上的每行3D刀路距離都相等。該策略能够應用任何輪廓限制或加工整個區域。 |
 |
|
|
|
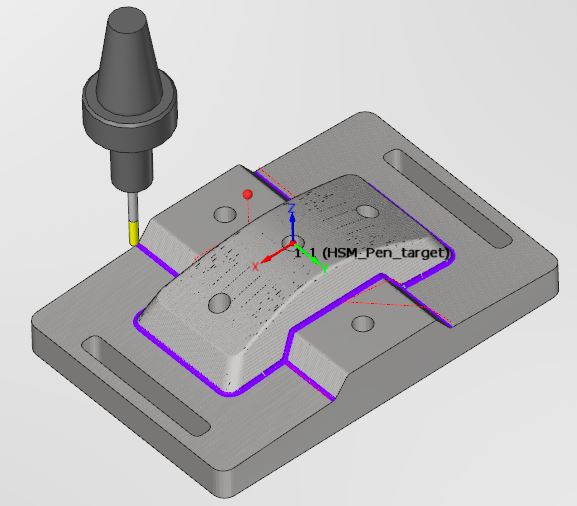
殘料清角加工殘料清角加工是在内部圓角和小的圓弧轉角處建立刀具路徑的加工策略,該策略能够去除其他方式無法加工到的残料。殘料清角加工常用來清理角落或者前次加工剩餘的角落,讓零件曲面的内部圓角和刀具相等值的理想加工策略。 |
 |
|
|
|
多刀清角加工多刀清角加工是殘料清角加工的延伸,使用者利用該策略,能够决定在殘料角落設定多刀路的步距和数量,這對與之前的刀具不能完全清理内部角落是非常有效的策略,多刀清角加工路徑從外部到角落中央產生非常高效率的曲面清角精加工。 |
 |
|
|
|
單刀清角加工對於垂直角落進行單刀清角加工,會阻檔刀具刃槽排屑,並使刀具大面積的接觸毛坯,對加工環境非常不利,残單刀清角加工策略對這些角落,從上到下進行加工產生較好的加工環境。陡峭的角落和平坦的角落,在刀具路徑中以不同的方式進行加工。 |
 |